
LSZS Insertos con tacos de baja tensión
Características del Inserto Roscado LSZS con Espárrago
- El patrón de moleteado redondeado reduce el esfuerzo en termoplásticos amorfos sensibles a muescas.
- Instalación rápida y autoalineable mediante calor.
- Diseño de doble extremo para facilitar la alimentación automática, eliminando la necesidad de orientación durante la instalación.
- El patrón de moleteado proporciona alta resistencia al par de torsión.
- Disponible en una amplia variedad de tamaños de rosca, longitudes de espárrago y opciones.
3D files available upon request.
General
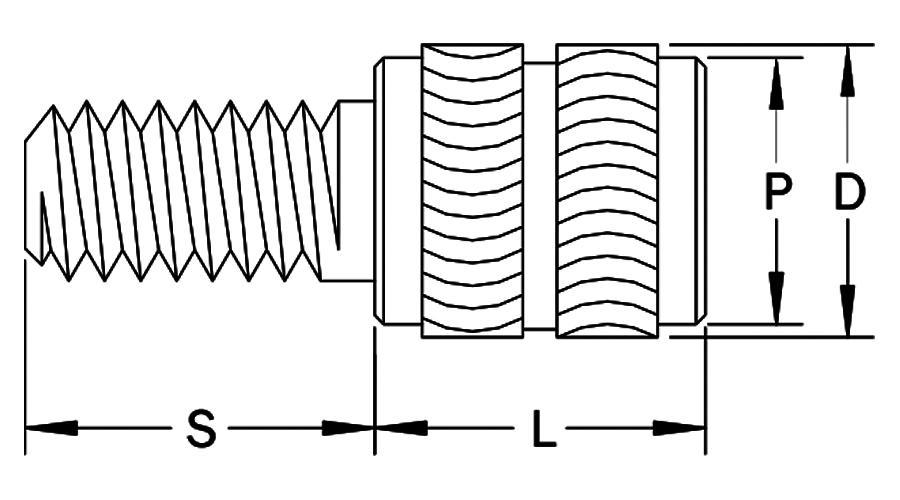
| Rosca do Inserto | Código da Rosca do Inserto | L Comprimento do Inserto | Código do Comprimento do Inserto | Boss | A Espessura da Cabeça | C Diâmetro da Cabeça | D Diâmetro do Inserto | P Diâmetro do Piloto | |
|---|---|---|---|---|---|---|---|---|---|
| B Diâmetro do Furo +.004 -.000 | W Espessura Mínima da Parede | ||||||||
| 2-56 | 256 | .155 | 155 | .126 | .055 | .020 | .187 | .137 | .123 |
| 4-40 | 440 | .228 | 228 | .157 | .071 | .023 | .217 | .174 | .154 |
| 6-32 | 632 | .281 | 281 | .189 | .083 | .029 | .250 | .206 | .185 |
| 8-32 | 832 | .320 | 320 | .220 | .094 | .035 | .280 | .239 | .218 |
| 10-24 | 1024 | .374 | 374 | .252 | .110 | .042 | .312 | .270 | .249 |
| 10-32 | 1032 | .374 | 374 | .252 | .110 | .042 | .312 | .270 | .249 |
| 1/4-20 | 2520 | .500 | 500 | .315 | .142 | .052 | .375 | .333 | .312 |
| 1/4-28 | 2528 | .500 | 500 | .315 | .142 | .052 | .375 | .333 | .312 |
| 5/16-18 | 3118 | .500 | 500 | .378 | .197 | .052 | .437 | .393 | .375 |
| 5/16-24 | 3124 | .500 | 500 | .378 | .197 | .052 | .437 | .393 | .375 |
Comprimento do Pino
| Rosca do Pino | Código da Rosca do Pino | D Diâmetro do Inserto | S - Comprimento do Pino | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| .187 | .250 | .312 | .375 | .437 | .500 | .625 | .750 | .875 | 1.000 | |||
| Código do Comprimento do Pino | ||||||||||||
| 2-56 | 256 | .137 | 187 | 250 | 312 | - | - | - | - | - | - | - |
| 4-40 | 440 | .174 | 187 | 250 | 312 | 375 | 437 | - | - | - | - | - |
| 6-32 | 632 | .206 | 187 | 250 | 312 | 375 | 437 | 500 | - | - | - | - |
| 8-32 | 832 | .239 | 187 | 250 | 312 | 375 | 437 | 500 | 625 | - | - | - |
| 10-24 | 1024 | .270 | 187 | 250 | 312 | 375 | 437 | 500 | 625 | 750 | - | - |
| 10-32 | 1032 | .270 | 187 | 250 | 312 | 375 | 437 | 500 | 625 | 750 | - | - |
| 1/4-20 | 2520 | .333 | - | 250 | 312 | 375 | 437 | 500 | 625 | 750 | 875 | 1000 |
| 1/4-28 | 2528 | .333 | - | 250 | 312 | 375 | 437 | 500 | 625 | 750 | 875 | 1000 |
| 5/16-18 | 3118 | .393 | - | - | 312 | 375 | 437 | 500 | 625 | 750 | 875 | 1000 |
| 5/16-24 | 3124 | .393 | - | - | 312 | 375 | 437 | 500 | 625 | 750 | 875 | 1000 |
General
| Rosca de Inserto | Código de Rosca de Inserto | L Longitud de Inserto | Código de Longitud de Inserto | Bastidor | A Espesor de Cabeza | C Diámetro de Cabeza | D Diámetro de Inserto | P Diámetro Piloto | |
| B Diámetro de Orificio +0.10 -0.00 | W Espesor Mínimo de Pared | ||||||||
| M2 x 0.4 | M2 | 3.90 | 3.90 | 3.20 | 1.40 | 0.51 | 4.80 | 3.50 | 3.10 |
| M2.5 x 0.45 | M2.5 | 5.80 | 5.80 | 4.00 | 1.80 | 0.58 | 5.50 | 4.40 | 3.90 |
| M3 x 0.5 | M3 | 5.80 | 5.80 | 4.00 | 1.80 | 0.58 | 5.50 | 4.40 | 3.90 |
| M3.5 x 0.6 | M3.5 | 7.10 | 7.10 | 4.80 | 2.10 | 0.74 | 6.40 | 5.20 | 4.70 |
| M4 x 0.7 | M4 | 8.10 | 8.10 | 5.60 | 2.40 | 0.89 | 7.10 | 6.10 | 5.50 |
| M5 x 0.8 | M5 | 9.50 | 9.50 | 6.40 | 2.80 | 1.07 | 7.90 | 6.90 | 6.30 |
| M6 x 1.0 | M6 | 12.70 | 12.70 | 8.00 | 3.60 | 1.32 | 9.50 | 8.50 | 7.90 |
| M8 x 1.25 | M8 | 12.70 | 12.70 | 9.60 | 5.00 | 1.32 | 11.10 | 10.00 | 9.50 |
Longitud de Espárrago
| Rosca de Espárrago | Código de Rosca de Espárrago | D Diámetro de Inserto | S – Longitud de Espárrago | |||||||||
| 5.00 | 6.00 | 8.00 | 10.00 | 12.00 | 14.00 | 16.00 | 18.00 | 20.00 | 25.00 | |||
| Código de Longitud de Espárrago | ||||||||||||
| M2 x 0.4 | M2 | 3.50 | 5.00 | 6.00 | 8.00 | — | — | — | — | — | — | — |
| M2.5 x 0.45 | M2.5 | 4.40 | 5.00 | 6.00 | 8.00 | 10.00 | — | — | — | — | — | — |
| M3 x 0.5 | M3 | 4.40 | 5.00 | 6.00 | 8.00 | 10.00 | 12.00 | — | — | — | — | — |
| M3.5 x 0.6 | M3.5 | 5.20 | 5.00 | 6.00 | 8.00 | 10.00 | 12.00 | 14.00 | — | — | — | — |
| M4 x 0.7 | M4 | 6.10 | 5.00 | 6.00 | 8.00 | 10.00 | 12.00 | 14.00 | 16.00 | — | — | — |
| M5 x 0.8 | M5 | 6.90 | 5.00 | 6.00 | 8.00 | 10.00 | 12.00 | 14.00 | 16.00 | 18.00 | 20.00 | — |
| M6 x 1.0 | M6 | 8.50 | — | 6.00 | 8.00 | 10.00 | 12.00 | 14.00 | 16.00 | 18.00 | 20.00 | 25.00 |
| M8 x 1.25 | M8 | 10.00 | — | — | 8.00 | 10.00 | 12.00 | 14.00 | 16.00 | 18.00 | 20.00 | 25.00 |
Recomendación de Diseño del Resalte
El LSZ Low Stress Zert está diseñado para instalarse en un orificio recto con un ángulo inclusivo de 0.5°. La parte superior del orificio no debe avellanarse ni escariarse, ya que esto disminuirá el rendimiento del inserto. El tamaño de orificio recomendado aplica en el punto alcanzado por la parte inferior del inserto. Siempre que sea posible deben utilizarse orificios moldeados, ya que los orificios perforados pueden reducir el rendimiento. Los espesores mínimos de pared del resalte que se muestran son de referencia y pueden variar según el tipo de plástico.
Instalación
El precalentamiento es el método de instalación recomendado. El inserto debe estar lo suficientemente caliente para ablandar el plástico sin llegar a fundirlo, con el fin de evitar rebabas alrededor de la parte superior. Evite ejercer presión excesiva que fuerce un inserto en el orificio sin permitir que el plástico se ablande y fluya adecuadamente alrededor de las características del inserto.