
LSZ Insertos de baja tensión
Recomendación de Diseño del Boss
El LSZ Low Stress Zert está diseñado para instalarse en un orificio recto con un cono inclusivo de 0.5°. La parte superior del orificio no debe ser avellanada ni escalonada, ya que esto disminuirá el rendimiento del inserto. El tamaño de orificio recomendado aplica en el punto donde termina la base del inserto. Siempre que sea posible, deben usarse orificios moldeados, ya que los orificios perforados pueden reducir el desempeño. Los espesores mínimos de pared del boss mostrados son solo de referencia y pueden variar según el tipo de plástico.
Instalación
El método de instalación recomendado es el precalentamiento. El inserto debe estar lo suficientemente caliente para ablandar el plástico sin derretirlo y así evitar rebabas alrededor de la parte superior. Evite ejercer presión excesiva que fuerce el inserto en el orificio sin permitir que el plástico se ablande y fluya correctamente alrededor de las características del inserto.
3D files available upon request.
General
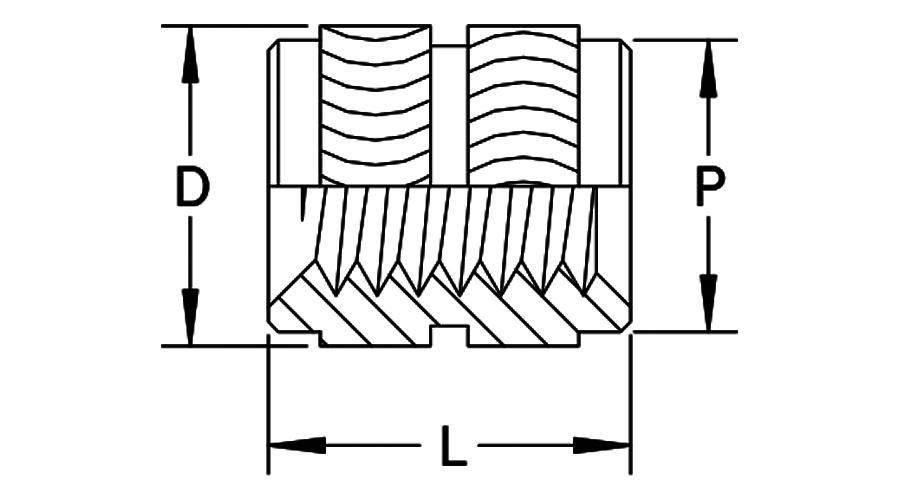
| Rosca de inserto | Código de rosca de inserto | L Longitud del inserto | Código de longitud del inserto | Buje | A Espesor de cabeza | C Diámetro de cabeza | D Diámetro de inserto | P Diámetro piloto | |
|---|---|---|---|---|---|---|---|---|---|
| B Diámetro de orificio +.004 -.000 | W Espesor mínimo de pared | ||||||||
| 2-56 | 256 | .155 | 155 | .126 | .055 | .020 | .187 | .137 | .123 |
| 4-40 | 440 | .228 | 228 | .157 | .071 | .023 | .217 | .174 | .154 |
| 6-32 | 632 | .281 | 281 | .189 | .083 | .029 | .250 | .206 | .185 |
| 8-32 | 832 | .320 | 320 | .220 | .094 | .035 | .280 | .239 | .218 |
| 10-24 | 1024 | .374 | 374 | .252 | .110 | .042 | .312 | .270 | .249 |
| 10-32 | 1032 | .374 | 374 | .252 | .110 | .042 | .312 | .270 | .249 |
| 1/4-20 | 2520 | .500 | 500 | .315 | .142 | .052 | .375 | .333 | .312 |
| 1/4-28 | 2528 | .500 | 500 | .315 | .142 | .052 | .375 | .333 | .312 |
| 5/16-18 | 3118 | .500 | 500 | .378 | .197 | .052 | .437 | .393 | .375 |
| 5/16-24 | 3124 | .500 | 500 | .378 | .197 | .052 | .437 | .393 | .375 |
General
| Rosca de inserto | Código de rosca de inserto | L Longitud del inserto | Código de longitud del inserto | Buje | A Espesor de cabeza | C Diámetro de cabeza | D Diámetro de inserto | P Diámetro piloto | |
| B Diámetro de orificio +0.10 -0.00 | W Espesor mínimo de pared | ||||||||
| M2 x 0.4 | M2 | 3.90 | 3.90 | 3.20 | 1.40 | 0.51 | 4.80 | 3.50 | 3.10 |
| M2.5 x 0.45 | M2.5 | 5.80 | 5.80 | 4.00 | 1.80 | 0.58 | 5.50 | 4.40 | 3.90 |
| M3 x 0.5 | M3 | 5.80 | 5.80 | 4.00 | 1.80 | 0.58 | 5.50 | 4.40 | 3.90 |
| M3.5 x 0.6 | M3.5 | 7.10 | 7.10 | 4.80 | 2.10 | 0.74 | 6.40 | 5.20 | 4.70 |
| M4 x 0.7 | M4 | 8.10 | 8.10 | 5.60 | 2.40 | 0.89 | 7.10 | 6.10 | 5.50 |
| M5 x 0.8 | M5 | 9.50 | 9.50 | 6.40 | 2.80 | 1.07 | 7.90 | 6.90 | 6.30 |
| M6 x 1.0 | M6 | 12.70 | 12.70 | 8.00 | 3.60 | 1.32 | 9.50 | 8.50 | 7.90 |
| M8 x 1.25 | M8 | 12.70 | 12.70 | 9.60 | 5.00 | 1.32 | 11.10 | 10.00 | 9.50 |
Recomendación de diseño del buje
El LSZ Low Stress Zert está diseñado para instalarse en un orificio recto con un ángulo de 0.5° inclusivo. La parte superior del orificio no debe avellanarse ni fresarse, ya que esto disminuirá el desempeño del inserto. El tamaño de orificio recomendado aplica en el punto alcanzado por la parte inferior del inserto. Siempre que sea posible, se deben utilizar orificios moldeados, ya que los orificios taladrados pueden resultar en un desempeño reducido. Los espesores mínimos de pared del buje mostrados son solo de referencia y pueden variar según el tipo de plástico.
Instalación
El precalentamiento es el método de instalación recomendado. El inserto debe estar lo suficientemente caliente para ablandar el plástico sin llegar a derretirlo, para evitar rebaba en la parte superior. Evite aplicar presión excesiva que fuerce el inserto dentro del orificio sin permitir que el plástico se ablande y fluya correctamente alrededor de las características del inserto.