
MNZ Miniature Inserts
MNZ Insert Features
- Similar characteristics as the TWZ Twin Insert in a miniature design.
- Rapid self–aligning installation using heat.
- Small size permits space–saving boss design.
- Double–ended to assist automatic feeding by eliminating the need for orientation during installation.
3D files available upon request.
General
| Insert Thread |
Insert Thread Code |
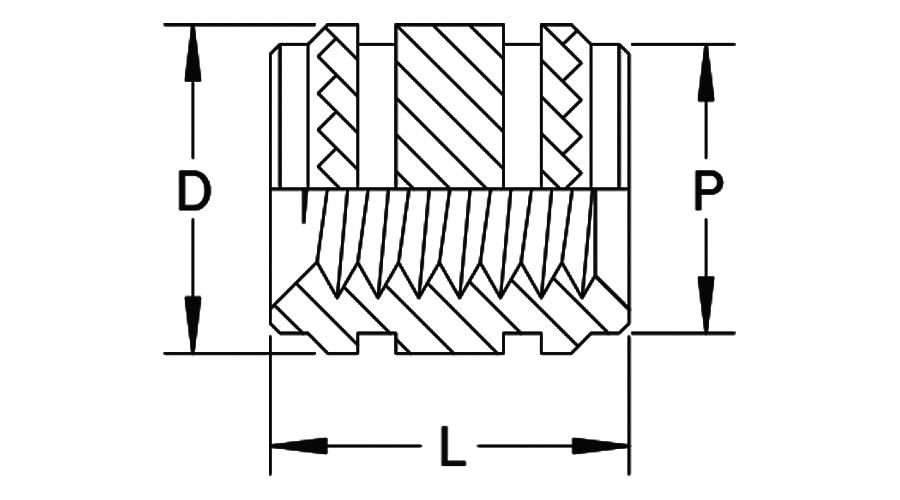
D Stock Dia. Before Knurl |
P End Diameter ±.005 |
S1 | S2 | Thread Minor Diameter |
|---|---|---|---|---|---|---|
| 2-56 | 256 | .156 | .142 | .030 | .030 | .0670 -.0737 |
| 4-40 | 440 | .188 | .171 | .030 | .030 | .0860 -.0939 |
| 6-32 | 632 | .219 | .202 | .030 | .060 | .105 -.114 |
| 8-32 | 832 | .250 | .226 | .050 | .060 | .131-.139 |
| 10-24 | 1024 | .281 | .259 | .050 | .060 | .146 -.156 |
| 10-32 | 1032 | .281 | .259 | .050 | .060 | .157-.164 |
| 1/4-20 | 2520 | .344 | .321 | .060 | .090 | .197-.207 |
| 1/4-28 | 2528 | .344 | .321 | .060 | .090 | .212- .220 |
| 5/16-18 | 3118 | .438 | .404 | .078 | .094 | .260 -.265 |
| 3/8-16 | 3716 | .500 | .466 | .094 | .094 | .309 -.321 |
Length
| Insert Thread |
L Insert Length ±.005 |
Insert Length Code |
T Thread Depth Min. |
|---|---|---|---|
| 2-56 | .156 | 156 | .080 |
| .219 | 219 | .140 | |
| .250 | 250 | .170 | |
| .290 | 290 | .178 | |
| .312 | 312 | .215 | |
| .330 | 330 | .233 | |
| .344 | 344 | .250 | |
| 4-40 | .188 | 188 | .100 |
| .205 | 205 | .110 | |
| .281 | 281 | .170 | |
| .344 | 344 | .230 | |
| .406 | 406 | .280 | |
| .438 | 438 | .325 | |
| .468 | 468 | .355 | |
| 6-32 | .219 | 219 | .125 |
| .250 | 250 | .135 | |
| .344 | 344 | .210 | |
| .406 | 406 | .270 | |
| .469 | 469 | .335 | |
| .484 | 484 | .350 | |
| .531 | 531 | .395 | |
| 8-32 | .250 | 250 | .135 |
| .344 | 344 | .220 | |
| .406 | 406 | .285 | |
| .469 | 469 | .345 | |
| .484 | 484 | .360 | |
| .531 | 531 | .395 | |
| 10-24 | .312 | 312 | .166 |
| .356 | 356 | .175 | |
| .438 | 438 | .260 | |
| .469 | 469 | .291 | |
| .531 | 531 | .345 | |
| .625 | 625 | .425 | |
| .656 | 656 | .500 | |
| .716 | 716 | .510 | |
| 10-32 | .281 | 281 | .155 |
| .438 | 438 | .240 | |
| .469 | 469 | .345 | |
| .531 | 531 | .405 | |
| 1/4-20 1/4-28 | .344 | 344 | .200 |
| .375 | 375 | .231 | |
| .531 | 531 | .355 | |
| .625 | 625 | .450 | |
| .688 | 688 | .500 | |
| .719 | 719 | .540 | |
| .750 | 750 | .600 | |
| .819 | 819 | .640 | |
| 5/16-18 | .438 | 438 | .240 |
| .469 | 469 | .271 | |
| .594 | 594 | .345 | |
| .719 | 719 | .490 | |
| .811 | 811 | .570 | |
| .949 | 949 | .720 | |
| 3/8-16 | .500 | 500 | .275 |
| .562 | 562 | .250 | |
| .688 | 688 | .430 | |
| .812 | 812 | .550 | |
| .935 | 935 | .660 | |
| 1.000 | 1.000 | .765 |
| Insert Thread Code |
Insert Length Code |
Host Material |
Pull-out (lbs) |
Torque-out (in-lbs) |
|---|---|---|---|---|
| 256 | .219 | ABS | 140-148 | 5.5 – 5.8 |
| Polycarbonate | 158-165 | 5.8-6.2 | ||
| .312 | ABS | 143-150 | 5.7-6.0 | |
| Polycarbonate | 160-167 | 5.9-6.4 | ||
| 440 | .281 | ABS | 240-250 | 5.7-6.2 |
| Polycarbonate | 253-265 | 6.5-6.9 | ||
| .406 | ABS | 243-252 | 5.9-6.4 | |
| Polycarbonate | 262-268 | 6.6-7.0 | ||
| 632 | .344 | ABS | 415-425 | 8.0-8.5 |
| Polycarbonate | 440-455 | 8.7-9.2 | ||
| .469 | ABS | 420-428 | 8.2-8.6 | |
| Polycarbonate | 452-458 | 8.8-9.3 | ||
| 832 | .344 | ABS | 521-530 | 14.1-15.0 |
| Polycarbonate | 536-545 | 15.4-16.1 | ||
| .469 | ABS | 526-533 | 15.0-15.8 | |
| Polycarbonate | 540-547 | 15.8-16.4 | ||
| 10241032 | .438 | ABS | 624-635 | 52-57 |
| Polycarbonate | 640-648 | 56-59 | ||
| .469 | ABS | 629-637 | 54-58 | |
| Polycarbonate | 646-651 | 57-60 | ||
| 25202528 | .531 | ABS | 895-910 | 103-108 |
| Polycarbonate | 912-928 | 107-111 |
General
| Insert Thread | Insert Thread Code | Boss | A Head Thickness | C Head Diameter | D Insert Diameter | P Pilot Diameter | |
|---|---|---|---|---|---|---|---|
| B Hole Dia. +0.10 -0.00 | W Wall Thickness Min. | ||||||
| M1 x 0.25 | M1 | 1.75 | 0.70 | — | — | 2.10 | 1.70 |
| M1.2 x 0.25 | M1.2 | 1.75 | 0.70 | — | — | 2.10 | 1.70 |
| M1.4 x 0.3 | M1.4 | 2.15 | 0.80 | 0.40 | 3.00 | 2.50 | 2.10 |
| M1.6 x 0.35 | M1.6 | 2.15 | 0.80 | 0.40 | 3.00 | 2.50 | 2.10 |
| M2.0 x 0.4 | M2.0 | 2.65 | 0.80 | 0.40 | 3.50 | 3.00 | 2.60 |
| M2.5 x 0.45 | M2.5 | 3.20 | 1.00 | 0.40 | 4.00 | 3.65 | 3.15 |
Insert Length
| Insert Thread | L Insert Length | Insert Length Code |
|---|---|---|
| M1 | 2.50 | 2.50 |
| M1.2 | 2.50 | 2.50 |
| M1.4 | 3.00 | 3.00 |
| M1.6 | 2.00 | 2.00 |
| 2.20 | 2.20 | |
| 2.50 | 2.50 | |
| 3.00 | 3.00 | |
| M2.0 | 3.00 | 3.00 |
| M2.5 | 4.00 | 4.00 |
installation
Pre-heating is the recommended installation method. The insert should be hot enough to soften the plastic without melting it to avoid flash around the top. Avoid excessive pressure that would force an insert into a hole without allowing the plastic to properly soften and flow around the insert features.